
Our Mission
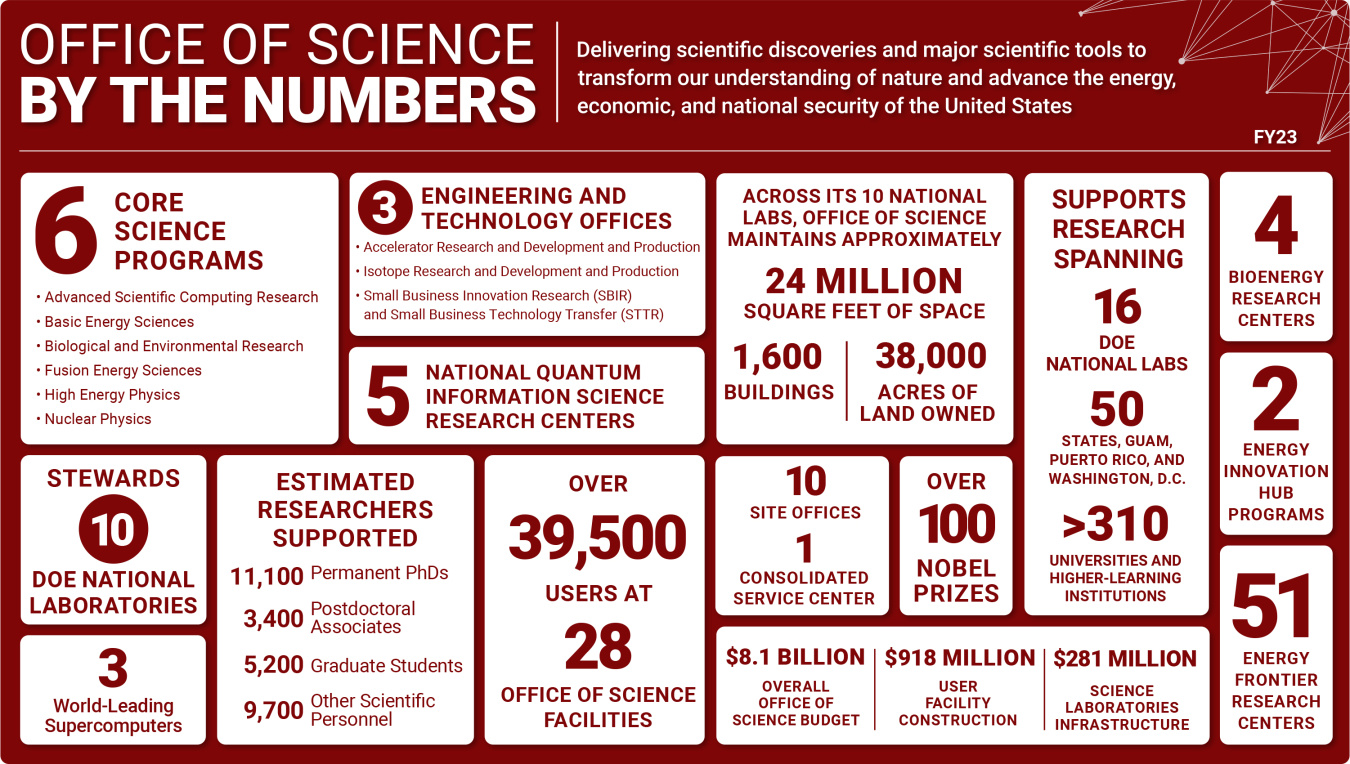
DOE’s Office of Science has a mission to deliver scientific discoveries and major scientific tools to transform our understanding of nature and advance the energy, economic, and national security of the United States. We are the nation’s largest federal sponsor of basic research in the physical sciences and are a major supporter of research in such key scientific fields as physics, materials science, computing, and chemistry. We are also the lead federal agency supporting fundamental scientific research related to energy.
To keep America in the forefront of discovery and innovation, we sponsor research at hundreds of universities, national laboratories, and other institutions across the country. We also build and maintain a vitally important array of large-scale scientific facilities at the DOE national laboratories, which are used by thousands of researchers every year.
About the Office of Science
To receive the latest news and updates about the Office of Science, submit your e-mail address.
Science Headlines
University and Stakeholder News




Funding News
Recently Featured Articles
Science Highlights
The Office of Science is the single largest supporter of basic research in the physical sciences in the United States and is working to address some of the most pressing challenges of our time.